Introduction
In the rubber and urethane industry, it is common to adhere an elastomer to a rigid component. Some examples include a rubber wheel bonded to a steel hub; a urethane bumper bonded to an aluminum plate; or a rubber seal bonded to a stainless steel washer.
In the process of chemical adhesion, two surfaces are joined and become measurably resistant to separation. Various adhesion levels can be obtained. At the lowest level, the bond holds the elastomer and the insert together through installation. Ideally, though, the bond has sufficient strength and environmental resistance to readily withstand any forces—tension, shear, peel—applied during normal product use, and last throughout the intended lifespan of the product.
The adhesion level is directly affected by several factors: elastomer polymer type, compound chemistry, the insert material, preparation of the insert’s surface, the adhesive system, and processing conditions.
Drawings should clearly state adhesion requirements, and also include any other information that lends an explanation either to the degree of adhesion required or to the method of testing. A clear understanding between the customer and rubber manufacturer is essential.
Method of Obtaining Adhesion
The method commonly used to obtain adhesion between rubber and components, whether metallic inserts or non-metallic inserts, is the application of adhesive cements. Prior to applying these special adhesives, the surface of the insert must be clean and free of contamination.
The inserts may be prepared by degreasing, blasting, and/or with a suitable chemical treatment. If any one of these preparatory processes is objectionable, it should be noted on the product drawing. After the inserts are prepared, and the adhesive cement is applied and dry, the rubber compound is molded over it and vulcanized.
Design Factors and Limitations
- Avoid localized, stress-raising irregularities.
- Minimize edge effects. Break, coin, or otherwise eliminate sharp edges of all metallic components covered by the rubber.
- Minimize surface roughness of metallic elements in any areas adjacent to adhered rubber.
- Avoid welding a molded rubber component to a machine or structure, in order to prevent unnecessary heat deterioration. When welding is mandatory, design metallic piece as a heat sink and make provisions for assembly techniques that will keep the adhered rubber area of the metallic component below 150°C (302°F).
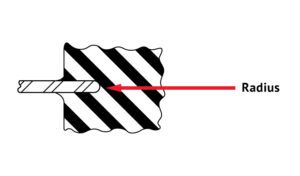
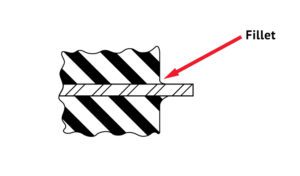
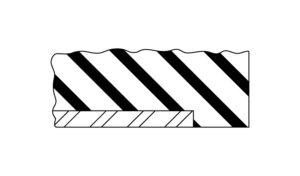
Where possible, provide fillets in the rubber at the junction lines of inserts. Where fillets are not possible, extend the rubber beyond the edges of the inserts that would otherwise terminate line-to-line with the rubber.
 Test Methods for Determining Adhesion Values
Test Methods for Determining Adhesion Values
Adhesion testing is done in differing ways, depending upon the application and the product design. The methods recognized for this testing are treated in full detail in ASTM Test Method D429. These methods are:
- Method A. Rubber adhered between two parallel metal plates.
- Method B. 90° stripping test, rubber adhered to one metal plate.
While ASTM D429, Rubber Property – Adhesion to Rigid Substrates can be used for research and development testing of specimens, it is not useful for testing production parts. The aforementioned methods may be modified and then applied as ARPM production test procedures:
- Method A. Used where two metal surfaces, not necessarily parallel, can be separated until the specified adhesion value is obtained using the projected adhered area. The area to be considered should be the projected active adhered working area of the smallest metallic member, excluding fillets, overedge, and radii. Very irregular areas are to be given special consideration.
- Method B. Used where the rubber can be stripped from the entire width of the part to obtain a specified adhesion value, or where the rubber can be cut in 25.4mm (1.0in) wide strips. Specimen rubber thickness shall not exceed 9.5mm (.375 in). In rubber sections over 9.5mm (.375in), values should be negotiated between customer and supplier.
Acceptance Criteria
Adhesion strength is usually considered to be satisfactory if the failure causes permanent distortion of a metallic member.
If the deformation of the rubber section under test far exceeds the functional service requirements, this factor should be taken into consideration when establishing a reasonable adhesion value.
Looseness contiguous to the adhered areas at corners, fillets, mold parting lines, or backrinds will ordinarily be acceptable.
It is recognized that conditions for adhesion will exist where a quantitative value cannot be obtained. If the rubber cannot be safely and reasonably pulled from the insert, drawing requirements might state, “No peeling at exposed edges.” If the rubber can indeed be safely and reasonably pulled from the insert, drawing requirements might state a minimum percentage of surface area with elastomer adhered. Note that appearance does not necessarily correlate with strength.
The acceptable degree of adhesion must be agreed upon between the customer and the rubber manufacturer. A customer’s test methods and fixtures should be identical with those of the rubber manufacturer, and correlation procedures should be established.
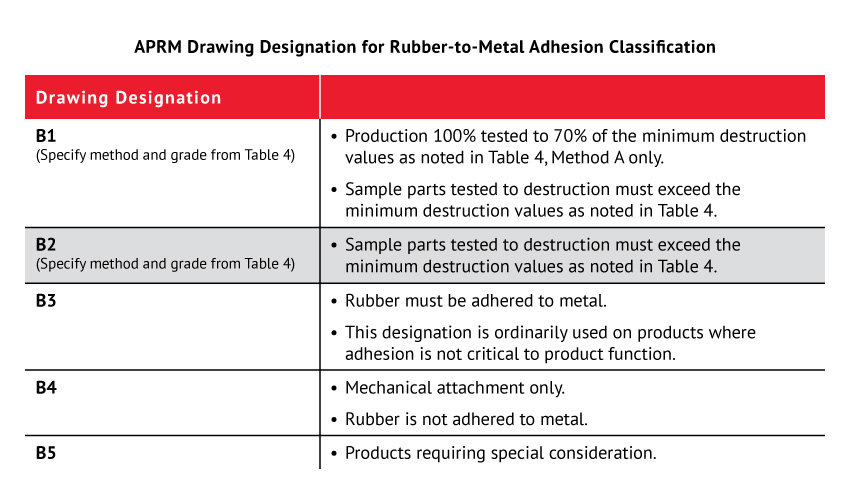
Methods of Designating Adhesion Values
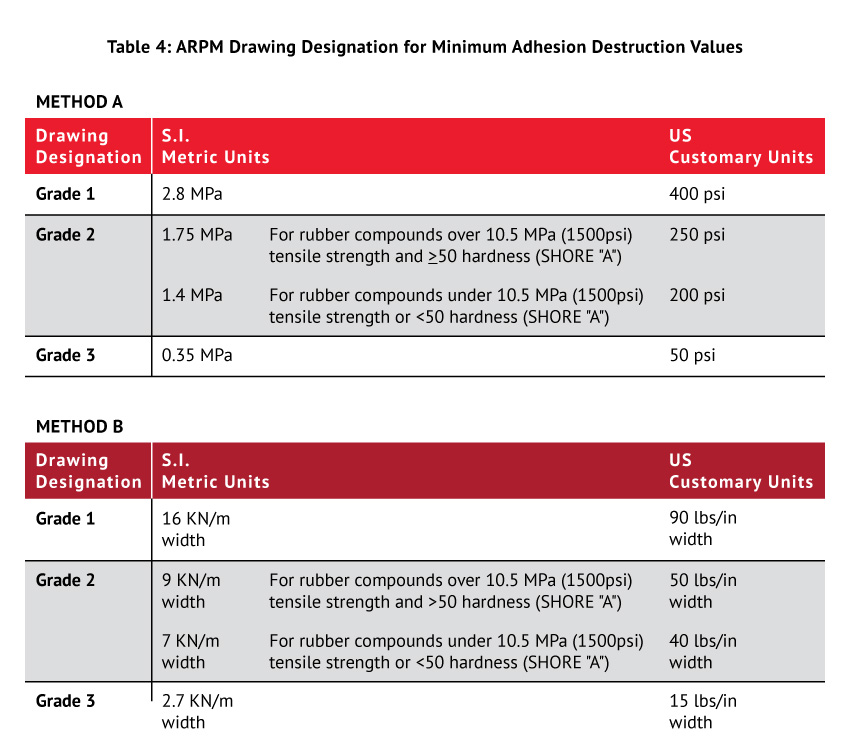
When writing specifications, the design engineer should use a designation to obtain suitable adhesion for the purpose intended. The designer should specify on drawings: the method of testing (such as tension pull or shear pull, from ARPM production method “A”; or 90° stripping, from ARPM Production Method “B”), the minimum destruction values, and the design of special testing fixtures.
ASTM D2000-SAE J200 has two types of adhesion designations for adhesion of vulcanized rubber to metal:
- Adhesion by vulcanization, designated by K11 or K21.
- Adhesion by the use of cements or adhesives after vulcanization, designated by K31.
This section is concerned only with K11 and K21.
 Special Considerations for Adhesion of Urethane Parts
Special Considerations for Adhesion of Urethane Parts
All the aforementioned considerations are applicable to urethane parts with hardness on the Shore A scale.
Access more articles in our Rubber Knowledge Center and our Urethane Knowledge Center.