Introduction
In the thermoplastic injection molding process, a common part specification is “no flash allowed.” With plastic, however, mold cavity vents cut to a depth of 0.002” do not fill. And in fact, parting line flash in plastic molding is often an indication of mold damage, which should be repaired as soon as practical.
As a contrast to thermoplastics, molded thermoset elastomer parts commonly have flash extending at the parting line, regardless of mold condition. This is due to several factors, including low viscosity of the rubber compound in the cavity—so rubber would readily flow into a 0.002” deep cavity vent—and “bumping” of the mold to allow escape for air and gases released during curing. Additional flash will also be present when utilizing compression molding, as excess material in the cavity escapes along the parting lines during mold closure.
Definition
Flash has two dimensions: extension and thickness. Flash extension is the rubber projection from the part along the parting line of the mold. Flash thickness is measured perpendicular to the mold parting line. Variations in flash thickness are typically included in closure tolerances.
Factors to be Considered in Setting Standards on Flash
Flash Location
Parting lines (also known as flash lines) must be determined in order to facilitate part removal from the mold cavity once curing is complete. When there are several available options, care should be taken to keep parting lines away from working surfaces, to ensure flash does not compromise part function.
Flash Thickness
Flash thickness is determined in the molding operation. It will vary with mold style, parting line design, clamping pressure, weight and shape of preform, type of compound used, and more.
Flash Extension
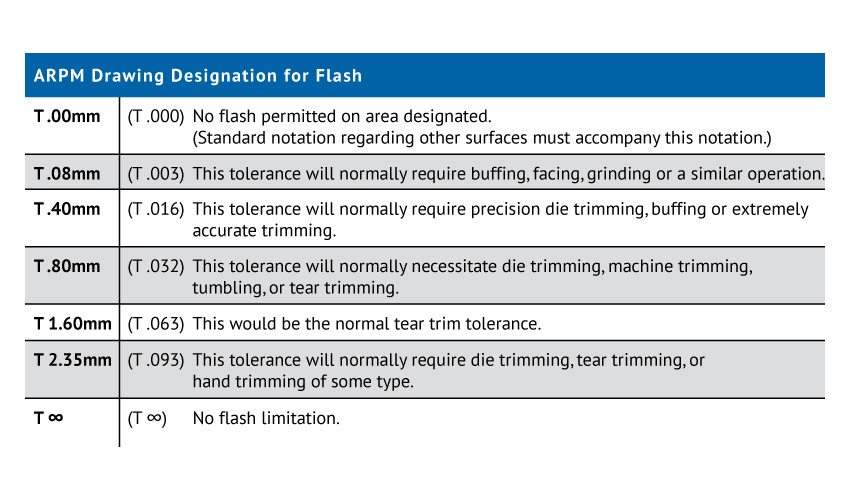
There are many methods by which flash extension on rubber products can be removed. The particular procedure selected will be determined by the degree of flash extension permitted, as well as by flash location and flash thickness, and other factors. Some common methods of flash removal are:
- Tear trim
- A very thin flash extension is molded immediately adjacent to the part, and a thicker flash is then molded adjacent to the thin flash but farther from the part. When the flash is pulled from the molded part, it separates at its thinnest point adjacent to the molded part.
- This method may result in a sawtooth or irregular appearance. It is limited in usage to certain compounds and product designs.
- Cryogenic de-flashing
- A semi-automatic machine uses gaseous nitrogen to freeze molded parts to very low temperatures, while also tumbling and impinging them with plastic shot beads. The thin flash becomes brittle and is subsequently chipped off the part. Both time and temperature are closely controlled.
- Some of the plastic media may cling to molded parts, even up until shipping. For this reason, parts requiring critical cleanliness, such as air intake hoses, should not be cryogenically de-flashed.
- Mechanical de-flashing
- Flash is removed by running an abrasive brush, a buffing wheel, a cutting tool, or a similar implement along the parting lines of the rubber part.
- Hand trim
- Flash is removed using hand tools such as knives, scissors, or side cutters.
- Die cutting
- A cutting tool, shaped to the contour of the molded product at the parting line, is applied with a force perpendicular to the flash extension and against either a flat plate or fitted shape. This creates a shearing or pinching action, removing excess flash.
- Die cutting can be done with either a hand- or machine-mounted die. Machine-mounted dies are often used for trimming multiples of small, uniformly-shaped products from multi-cavity molds.
In instances where flash extension is not a problem, or where it is otherwise advantageous, parts can be shipped as molded, with no flash removal necessary.
The methods for removing flash from products with inserts made of metal, or of other materials, are generally the same as the procedures for non-inserted rubber products. Rubber flash adhering tightly to inserts is usually acceptable. If it must be removed, the separation is completed by mechanical means, such as wire brushing or abrasive belts. If adhered rubber flash is not permissible, this requirement should be specified on the product drawing.
Flash removal is an important cost factor to consider in the production of finished molded rubber products. Cost-conscious designers will permit the widest possible latitude in flash thickness, flash extension, and flash location, while maintaining consistency in adequate function and appearance of the product.
 Special Considerations for Flash Extension of Urethane Parts
Special Considerations for Flash Extension of Urethane Parts
All the aforementioned considerations are applicable to urethane parts.
Access more articles in our Rubber Knowledge Center and our Urethane Knowledge Center.